



Classification of lithium battery equipment: front track+middle track+back track
Jul,26,24
Classification of lithium battery equipment: front track+middle track+back track
Lithium battery equipment is the foundation of lithium battery production.
The production process of lithium batteries is complex, involving more than 30 processes and requiring multiple equipment to complete.
Therefore, the technological level and operation of lithium battery equipment directly affect the performance and quality of lithium batteries,
and are one of the key factors determining the quality of lithium batteries.
From the perspective of specific production processes, the production of lithium batteries can be divided into two major stages: cell manufacturing and module/PACK.
Cell manufacturing includes three major stages:
electrode plate production (front-end), cell assembly (back-end), and cell activation testing (back-end):
the front-end stage is the production of positive and negative electrodes;
The intermediate process injects electrolyte into lithium batteries;
The subsequent process is the activation detection assembly, which includes sealing, quality inspection, and sorting stages.
According to their application in the production process of lithium batteries, lithium battery equipment can be divided into front-end equipment, back-end equipment, and back-end equipment.
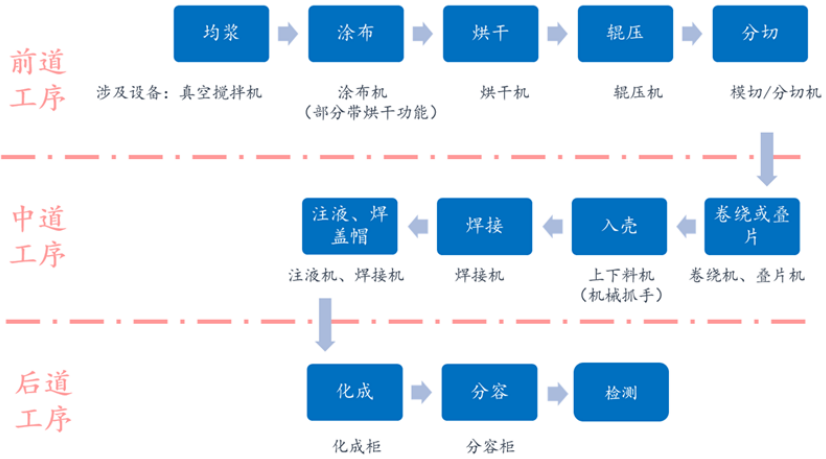
Picture 1 Lithium battery production process and required equipment
In the lithium battery production line, the cost of the first process accounts for about 40%, while the middle and last processes each account for approximately 30%.
In terms of individual equipment cost investment, coating machines account for about 30%, winding machines account for about 20%,
and activation and volume detection equipment account for about 20%.
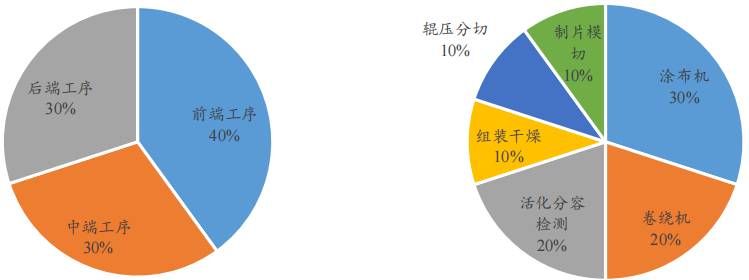
Figure 2: Process Cost Structure and Equipment Cost Proportion of Lithium Battery Production Line
Previous process - electrode fabrication and related equipment
The previous process is the foundation, accounting for up to 40% of the cost. Its process is: homogenization (stirring) → coating → drying → rolling → cutting
Stirring is the process of mixing active materials (lithium cobalt oxide, lithium iron phosphate, ternary materials NCM or NCA, etc.), solvents, etc.
into a slurry using a vacuum mixer, striving for uniformity and controlling dust. It has high requirements for mixing steps, mixing time, etc.
Coating is the process of applying a stirred slurry at a uniform speed onto copper foil (negative electrode carrier) and aluminum foil (positive electrode carrier) to produce positive and negative electrodes.
Coating needs to ensure that the thickness and weight of the positive and negative electrodes are consistent, and there is no dust, debris, or other impurities mixed in.
The purpose of drying is to evaporate the solvent. Roller pressing is the process of rolling the electrode sheets with positive and negative electrode materials attached,
making the coated positive and negative electrode materials more tightly attached to the copper foil (positive and negative electrode carrier), improving the actual energy density of the battery,
and further ensuring that the thickness of the positive and negative electrodes is consistent.
Slitting includes ear cutting and slitting. Ji'er die cutting is the process of cutting pressed electrode pieces into conductive electrode ears.
Conductive electrode ears are metal conductors that lead the positive and negative electrodes out, commonly known as the ears of the positive and negative poles of a battery.
They are the contact points for battery charging and discharging. Slitting is the process of cutting pressed electrodes according to the size of the battery.
If the 18650 battery used by Tesla refers to a battery with a diameter of 18mm and a length of 65mm,
and the last "0" represents a cylindrical battery, then when producing 18650 batteries, the size of the pole pieces should be cut according to the final size of the battery.
After cutting the pole ears and positive and negative poles, spot welding is also required to weld the pole ears to the positive and negative poles. Cutting requires controlling burrs.
Due to the precise internal structure of lithium batteries, if the burrs on the positive and negative electrodes are too long,
they may pierce through the separator and cause direct contact between the positive and negative electrodes (i.e. short circuit).
The front-end equipment is used in various production processes for electrode production,
including vacuum mixers for stirring, coating machines for coating, roller presses for rolling, and fully automatic slitting machines for slitting.
The coating machine is the core equipment of the front-end, with the highest value
Coating equipment has a high technical barrier and is the most valuable equipment in the front-end, accounting for 15-18% of the value of lithium battery equipment.
With the development of various new materials, the improvement of mechanical processing accuracy, the popularization of electrical and automation,
the application of various online detection instruments, and the development of computer online control technology,
the innovation of coating machine technology has been greatly promoted.
At the same time, downstream industry technology continues to advance,
and the market's requirements for high-speed, high uniformity, high stability, high production efficiency, and intelligence of coating machines are constantly increasing.
Domestic coating machine enterprises need to improve their technical processes as soon as possible, overcome the field of high-precision coating machines,
and gradually integrate with international technology to expand the market share of the domestic coating machine industry in the high-end market.
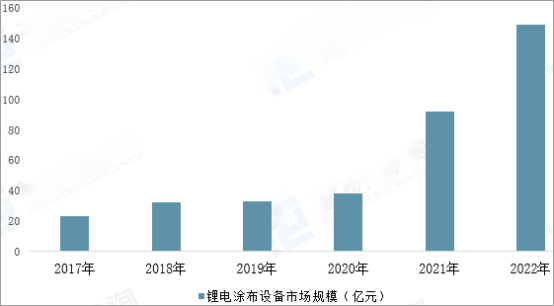
Figure 3: Market size of lithium coating equipment
Coating machines can be divided into scraper type, transfer type, and extrusion type according to their structural types.
Extrusion coating is applied to 3C, power, and energy storage batteries.
Scraper coating is mainly used in laboratories, transfer coating is mainly used in the production of 3C batteries,
and extrusion coating is mainly used in high-end 3C batteries, power batteries, and energy storage batteries.
Among them, extrusion coating is the most advanced technology among these three, with fast coating speed, high precision, and uniform surface density.
In recent years, due to the high demand for power battery production, the market size of extrusion coating has been continuously expanding, and it is expected to maintain a high growth rate.
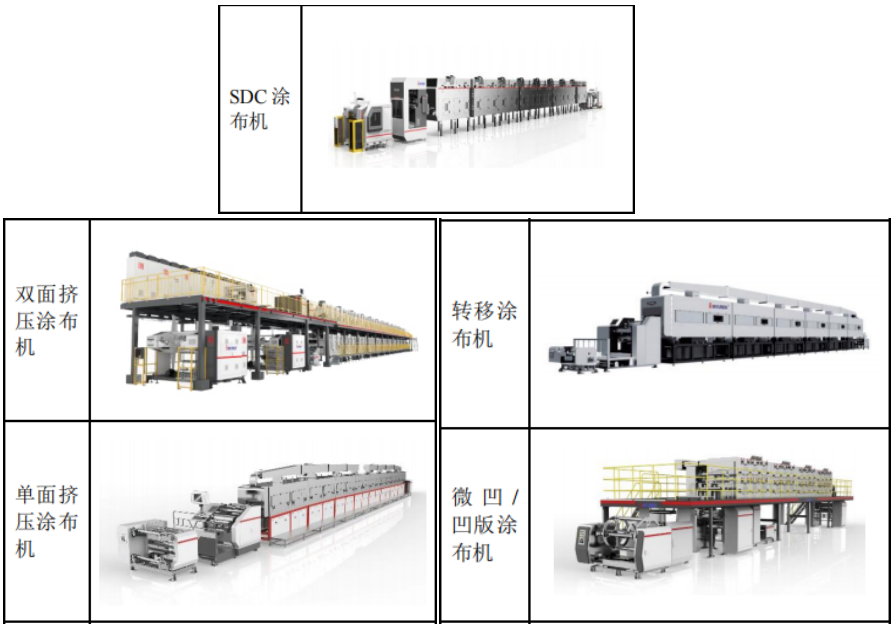
Image 4: Different Coating Machine Products
Intermediate process - assembly of battery cells and related equipment
The process flow of battery cell assembly is: winding or laminating → shell insertion → spot welding or packaging → liquid injection or cap welding.
The purpose of winding and laminating is to combine the pre made positive and negative electrode plates and separators, which are completely interchangeable processes.
Winding refers to arranging positive electrode sheets, negative electrode sheets, and separators in a winding manner,
while laminating refers to stacking the positive electrode, negative electrode, and separator in one layer.
The winding process has a long application time, mature technology, fast speed, high efficiency, and guaranteed cell consistency.
However, it requires high coating requirements and a certain degree of elasticity in the electrode layer, otherwise it is prone to detachment or breakage at the bending point.
The laminated size is flexible, the internal resistance is lower than that of winding (if the same material is used), and the internal heat dissipation is excellent,
which can be made into batteries of various shapes.
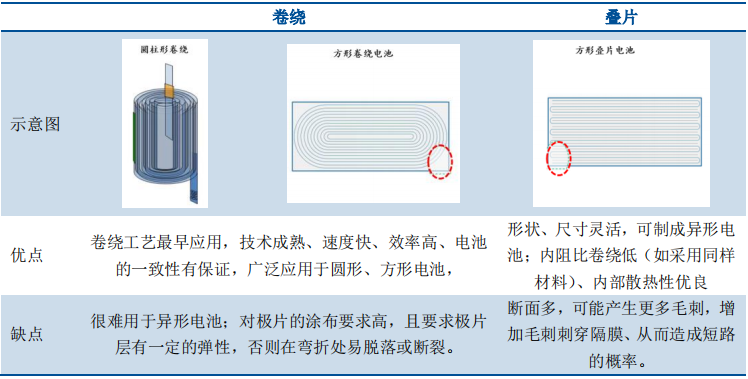
Picture 5 Comparison of winding and laminating processes
Shell insertion is the next step in the process of winding or laminating.
The packaging of lithium batteries is divided into two categories: soft pack cells with aluminum-plastic packaging film as the packaging material, and metal shell cells,
generally using steel or aluminum shells,
and some special purpose cells using plastic shells. Soft pack cells are heat sealed, while metal shell cells are generally welded (laser welding).
Spot welding is the process of welding the lug to the outer shell,
while encapsulation is the process of heating the sealing head portion reserved for aluminum-plastic film to melt and bond together, followed by cooling to solidify and bond.
Inject electrolyte into the battery that has been spot welded or packaged. After the injection, the cap is welded and the lithium battery cell has been completed at this step.

Table 1: Pictures of Middle Road Equipment and Its Major Domestic Suppliers
Winder vs Stacker
Middle road equipment has certain personalized needs and very high requirements for accuracy, efficiency, and consistency.
According to GGII data, the market size of lithium battery winding equipment in China in 2022 is 12.5 billion yuan, a year-on-year increase of 56.3%.
The market concentration is relatively high, with sales of CR3 reaching 60% -70%. Pioneer Intelligence is a leading domestic winding machine with high-speed winding technology leading the world.
The winding machine has been developed in China for 10 years, and through the intervention of motion control technology in the past two or three years, it has made significant improvements.
For example, by using mathematical modeling to design the shape of the needle, and then calculating the trajectory of the needle through a program to achieve a variable speed curve.
This way, the details of the curve can be clearly reflected, and in the future, optimizing the directional curve will make it easier to achieve high-speed variable speed winding of flat needles.
The national subsidy policy has increasingly high requirements for range and battery energy density,
so soft pack batteries with higher energy ratios will gradually be favored by the market, and laminating machines used in the production of soft pack batteries have received more attention.
In 2022, the market size of lithium battery laminated equipment in China reached 4.7 billion yuan, a year-on-year increase of 68%;
The top five manufacturers have a combined market share of 59%, and market concentration has further increased. Stacking machines have broad development prospects in the future.
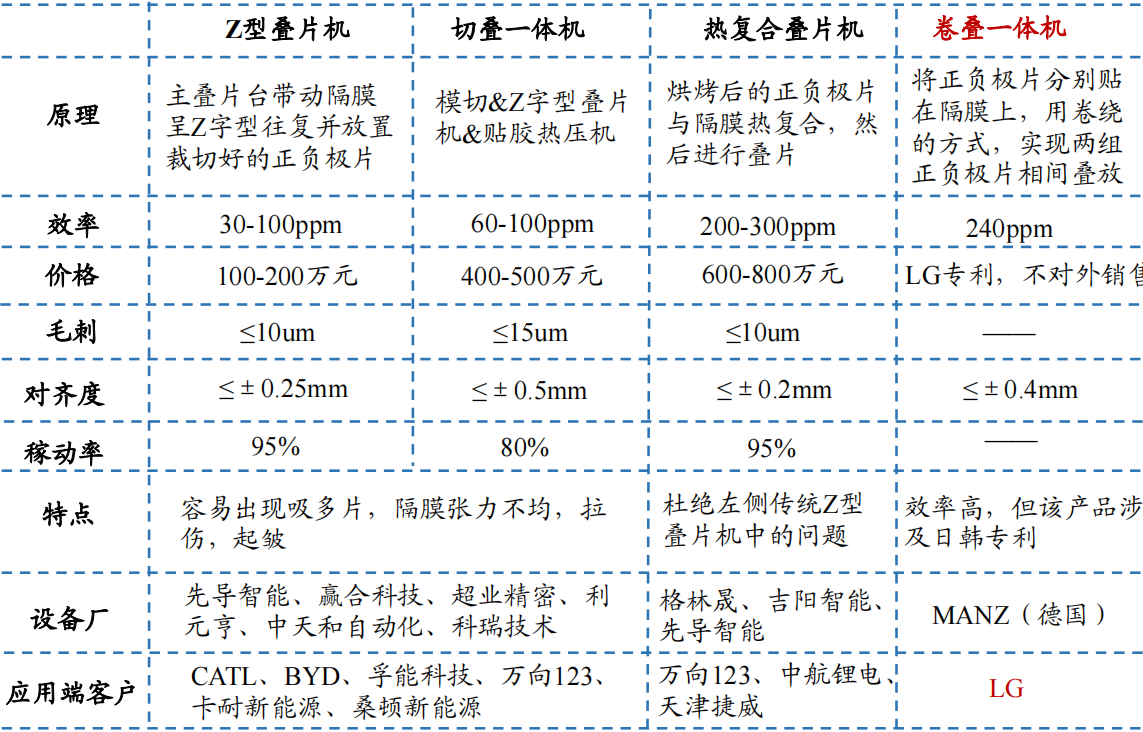
Table 2 Comparison of different laminating machines
From the comparison between the two, the winding machine has advantages in efficiency and cost.
From an efficiency perspective, once the winding machine starts winding, the process is very fast, taking about 20 seconds to complete.
But stacking involves placing one piece at a time while swinging in a Z-shape, which takes 64 seconds,resulting in a 2.2-fold difference in efficiency between the two.
From a cost perspective,
winding machines generally cost 3-4 million yuan per unit, and 3 winding machines are required for a 12ppm square shape, corresponding to a cost of 10 million yuan;
Stacking machines cost 6-8 million yuan per unit, and 4 stacking machines are required for 12pm soft packaging, corresponding to a cost of 24-32 million yuan,
with a cost difference of three times between the two.
Subsequent processes and related equipment
The basic process of the subsequent steps is: chemical conversion → volume separation → testing.
Chemical formation is the process of providing the first charge and discharge of lithium-ion batteries, forming a stable SEI film, and enabling the battery to have charge and discharge capabilities.
The assembled battery will form a solid electrolyte interface (SEI) film on the negative electrode graphite during the first charge and discharge,
which is a structure in which lithium ions are embedded in the negative electrode.
The principle of charging and discharging lithium-ion batteries is the insertion and detachment of lithium ions in the positive and negative electrodes.
Therefore, the formation of SEI film is crucial for the performance of lithium-ion batteries.
Capacity division is the process of selecting produced lithium-ion batteries based on their different capacities to ensure consistency in the capacitance of the batteries that make up the battery pack.
Capacity division includes constant current charging, constant voltage charging, static charging, constant current discharging, etc.,
to test the capacity and voltage of the battery after multiple cycles of charging and discharging.
Due to the similarity between the principle of volume division and chemical transformation, chemical transformation and volume division are often completed in one device.
Testing includes X-ray inspection, welding quality inspection, insulation inspection, etc., which is the final process of lithium-ion batteries.
The back-end equipment mainly consists of charging and discharging equipment,
voltage/internal resistance testing equipment, sorting equipment, PACK production line, automated logistics equipment, and corresponding system overall control software.
The key parameter of lithium batteries (battery capacity) is formed by activation during formation and measured during capacity division,
therefore charging and discharging equipment is a key device in the post-treatment system.
Not only is the quantity huge, but it also directly affects the qualification rate and batch consistency of battery products. The small working unit of a charging and discharging device is the "channel".
One channel can charge and discharge one battery cell, and multiple channels form a unit (BOX).
When several BOX are combined together (to make reasonable use of space), a charging and discharging device is formed.
Table 3: Pictures of Rear Channel Equipment and Its Major Domestic Suppliers



